- Manual Bedmill & DRO Systems -
- CNC Systems Made in America -
- Turnkey CNC Bedmills -
IH CNC & Machinery
57 South Street
New Britain, CT 06051
Phone: 860-832-8285
IH Mill vs Square Column Mill Drill
IH CNC Mills vs. Other CNC Mills
IH CNC Mills & Machinery Videos
Pinning the Table PT2 |
|
. |
|
 |
1" to the side of most of the liners we put in threaded inserts.
We use 5/16" bolts, that is what we use the most of. It is a good size and more than strong enough. To match we used 5/16 ID inserts. Any insert with an internal thread of 5/16 or 3/8 will work well. |
 |
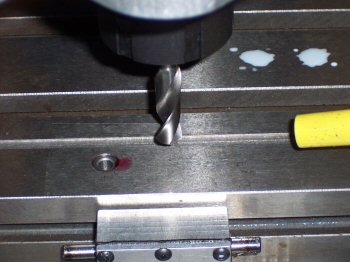
Pilot hole drilled.
We recommend letting the liners sit overnight before use, but that doesn't mean you cannot do the tapping. |
 |
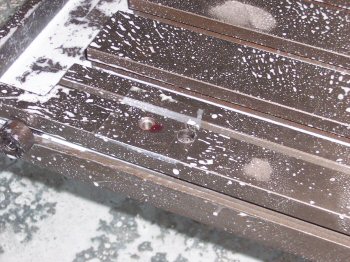
Thread the hole.
Most higher quality, larger taps have a hole in the shank. The hole allows the use of a dead center to align the tap. Hold downward force against the tap with the manual feed. |
 |
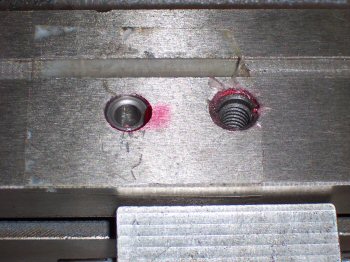
Tapped.
The top of the hole looks jagged because of the tape. |
 |
Clean the hole with break cleaner. |
 |
Most thread inserts have some sort of locker on them. At a minimum we put red Locktite on them as well. Other times we wire brush the other red stuff off, then Locktite them. |
 |
Tighten in the insert. |
 |
Insert in. |
| Go To Pinning the Table Part 3 | |