- Manual Bedmill & DRO Systems -
- CNC Systems Made in America -
- Turnkey CNC Bedmills -
IH CNC & Machinery
57 South Street
New Britain, CT 06051
Phone: 860-832-8285
IH Mill vs Square Column Mill Drill
IH CNC Mills vs. Other CNC Mills
IH CNC Mills & Machinery Videos
Making a Fixture PT3 |
|
 |
As everything stands, you should have a blank fixture plate pinned to the table, and clamped one way or another.
Time to drill the through holes for the inserts.
|
 |
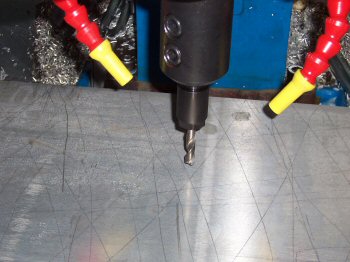
Drilling the holes. |
 |
Barely visible all the threaded inserts holes are drilled. |
 |
A close up of the holes. |
 |
Using a counter sink bit we counter sink the holes.
Go deep enough so the top of the bolt head will be .250 or so below the surface. |
 |
Countersinking the bolt holes. |
 |
A view of the counter sunk hole.
The hole is just shy of completely breaking through. Some might break through some will not. It's right on the edge. It's done that way intentionally, we do not want to gouge out the top threads of the insert. |
 |
Take the fixture off again, and lay it pins up. |
 |
Chamfer all the holes from the bottom. |
 |
Put it back on, without the clamps. |
 |
Bolt it down. |
 |
All bolted down and ready for a pattern to be cut in it. |
| Go To Making A Fixture Part 4 | |